Методы контроля качества деталей, обработанных способом ультразвуковой упрочняюще-финишной обработки
А.Г. Палаев, А.И. Потапов, А.В. Кимстач
Северо-Западный государственный заочный технический университет
Всевозрастающая конкуренция производителей всевозможного оборудования и техники требует постоянного повышения качества материалов и совершенствования технологий. Высокие требования к качеству выпускаемых машин и приборов связаны с необходимостью повышения их точности, надёжности, долговечности, которые в значительной степени определяются эксплуатационными свойствами деталей и узлов. Эксплуатационные свойства деталей зависят от качества их сопрягающихся поверхностей и поверхностного слоя, которые определяются геометрическими и физико-механическими свойствами, а также взаимным расположением микронеровностей на сопрягаемых поверхностях. Как правило, причиной поломки деталей при эксплуатации являются процессы, протекающие именно в поверхностном слое: концентрация напряжений, наличие и развитие микротрещин, изнашивание, окисление и т. д.
Шероховатость поверхностей в значительной степени определяет основные эксплуатационные свойства деталей и узлов: износостойкость, сопротивление усталости, надежность посадок, контактную жесткость и теплопроводность стыков сопряженных деталей, коррозионную стойкость, сопротивляемость эрозии при систематическом воздействии влаги и газов, герметичность соединений, отражающую и поглощающую способность поверхностей и др. Характеристики шероховатости поверхности строго нормируются и подвергаются постоянному анализу в технологических исследованиях и контролю в процессе производства. Поэтому актуальным является совершенствование средств и методов их контроля.
Важной характеристикой состояния поверхностного слоя являются остаточные напряжения.
Остаточные напряжения - это упругие напряжения, которые остались в детали после обработки.
Остаточные напряжении оказывают существенное влияние на прочность и долговечность деталей машин и конструкций: остаточные сжимающие напряжения ( - ), возникающие в поверхностном слое, повышают циклическую прочность деталей, т.к. они разгружают поверхностные слой от напряжений, вызванных нагрузками и, наоборот, растягивающие остаточные напряжения (+) уменьшают прочность деталей вследствие повышения напряженности поверхностного слоя.
Все эти параметры зависят от технологии обработки деталей и сборки машин.
Поэтому отделочная (финишная) обработка, изменяющая в широких пределах свойства поверхностного слоя, занимает важное место среди технологических способов, повышающих надёжность деталей. Наибольшее распространение имеют процессы многоступенчатого шлифования и полирования деталей. Однако, как все процессы резания, данные отделочные операции вызывают неоднородную пластическую деформацию, а также не устраняют физико-химические неоднородности от предыдущей обработки (точение, сварка).
В машиностроении широко применяются методы поверхностного пластического деформирования (ППД) с целью повышения таких эксплуатационных характеристик, как выносливость, износостойкость, усталостная прочность, коррозионная стойкость и др.
В статье рассмотрены основные результаты исследований и разработок, выполненных в «Научно-инновационном центре ультразвуковых технологий» Северо-западного технического университета. В НИЦУТ уже более 20 лет на постоянной основе проводится исследовательская и внедренческая работа в области ультразвуковой обработки металлов. Усовершенствуются имеющиеся и разрабатываются новые технологии ультразвуковой обработки и методы контроля. Одним из наиболее эффективных методов ППД является Ультразвуковая упрочняюще-финишная обработка металлов (УЗУФО).
Предварительно деталь протачивается на станке нормального класса точности (токарном, строгальном и т.д.), затем на этом - же станке с помощью малогабаритной ультразвуковой приставки проводится УЗУФО. При УЗУФО инструмент (индентор) с большой частотой (22кГц) ударяет по микронеровностям обрабатываемой поверхности, что позволяет получить на поверхности малую шероховатость и упрочнённый слой.
В НИЦУТ проведена исследовательская, экспериментальная работа по получению методом УЗУФО структуры, отвечающую высоким современным требованиям. Работа проводилась по стали трёх марок: ст.45, ст. 35, ст.3, диаметр 30мм. длина 100мм.
На токарном станке нормального класса точности мод.1А616
Характеристики комплекта для УЗУФО:
Акустическая мощность (Вт) – 600.
Рабочая частота (кГц) – 22
Усилие давления индентора (кг) - 12
Шероховатость поверхности замерялась на профилографе фирмы Taylor Hobson precision
Остаточные напряжения замерялись на дифрактометре ДРОН-3 с монохроматизированным Fe излучением, с фокусировкой по Брэггу-Брентано, на режимах: U=30кВ, I=20мА, щели 0,5 : 2 : 0,25.
Миркотвёрдость поверхности замерялась на микротвёрдомере MicroMet 5103, фирма BUEHLER (США)
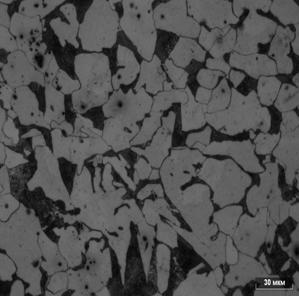
Структура материала исследовалась на микроскопах Axio Observer фирмы Carl Zeiss и DMI5000 фирмы Leica (Германия) с системами анализа изображений “Видеотест” и “Tixomet”.
Результаты измерения шероховатости
профилограф фирмы Taylor Hobson precision
|
№ Образца |
Марка стали |
До УЗУФО |
После УЗУФО |
|
1 |
ст. 45 |
Ra 3,3 |
Ra 0,16 |
|
2 |
ст. 35 |
Ra 3,8 |
Ra 0,1 |
|
3 |
ст. 3 |
Ra 3,9 |
Ra 0,12 |
Результаты измерения микротвердости.
микротвёрдомер MicroMet 5103, фирма BUEHLER (США)
|
№ Образца |
Марка стали |
До УЗУФО |
После УЗУФО |
|
1 |
ст. 45 |
194,1 HV |
224,7 HV |
|
2 |
ст. 35 |
181,1 HV |
208,5 HV |
|
3 |
ст. 3 |
146,2 HV |
206,1 HV |
Результаты измерения остаточных напряжений.
дифрактометр ДРОН-3
|
№ Образца |
Марка стали |
До УЗУФО |
После УЗУФО |
|
1 |
ст. 45 |
+8,1 кгс/мм2 |
-53,2 кгс/мм2 |
|
2 |
ст. 35 |
+8,7 кгс/мм2 |
-44,0 кгс/мм2 |
|
3 |
ст. 3 |
-3,4 кгс/мм2 |
-38,3 кгс/мм2 |
Профилограмма шероховатости


Структура исследуемого материала
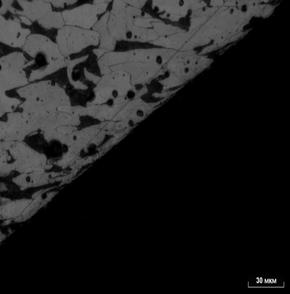
Неупрочненная середина Упрочнённый слой
Схема измерения твердости
Методом УЗУФО возможно обрабатывать детали различной конструктивной формы: круглые, плоские, наружные, внутренние, торцевые, сферические, конические, галтели, канавки и т. д..
Применение технологии УЗУФО позволяет, во многих случаях, исключить операцию шлифования, полностью исключить ручные доводочные операции абразивными шкурками и пастами, в некоторых случаях исключить термообработку, внутрицеховую транспортировку деталей, экономить производственные площади, улучшить экологию и повысить культуру производства.
В процессе многолетней работы сотрудников НИЦУТ по совершенствованию режимов ультразвуковой обработки и методов контроля удалось достигнуть стабильных высоких результатов формирования структуры поверхностного слоя металлов.
Анализ полученных результатов Ультразвуковой упрочняюще-финишной обработки металлов, контроля качества основных параметров состояния поверхностного слоя обработанных изделий показывает, что широкое использование этой технологии в машиностроении, судостроении, авиакосмической, автотракторной и других отраслях промышленности позволит осуществить прорыв в интенсификации производственных процессов, в повышении качества и надежности изделий.
Научно-инновационный центр ультразвуковых технологий Северо-западного технического университета разрабатывает, изготавливает и поставляет:
-комплекты для УЗУФО
-установки для ультразвукового резания (точения)
-ультразвуковые станки для обработки твёрдых, хрупких материалов: камень, стекло, феррит.
-установки для ультразвуковой прессовой и шовной сварки металлов и пластмасс ультразвуковые ванны для мойки, очистки деталей.