Ультразвуковая упрочняюще-финишная обработка металлов, контроль шероховатости и упрочнения обработанной поверхности.
Палаев А. Г., Потапов А. И., Кимстач А. В.
Северо-Западный государственный заочный технический университет
Создание конкурентоспособной техники в условиях рыночной экономики неразрывно связаны с разработкой принципиально новых, эффективных технологий, основанных на научных подходах к организации процессов формирования качества поверхности изделий.
Новыми наукоемкими технологическими методами обработки являются методы, базирующиеся на использовании фундаментальных наук и явлений – физических, химических, электрических.
Требования к качеству выпускаемых машин и приборов связаны с необходимостью повышения их надёжности, долговечности, которые в значительной степени определяются эксплуатационными свойствами деталей и узлов. Эксплуатационные свойства деталей зависят от качества их сопрягающихся поверхностей и поверхностного слоя, которые определяются геометрическими и физико-механическими свойствами, а также взаимным расположением микронеровностей на сопрягаемых поверхностях.
Шероховатость поверхностей в значительной степени определяет основные эксплуатационные свойства деталей и узлов: износостойкость, сопротивление усталости, надежность посадок, контактную жесткость и теплопроводность стыков сопряженных деталей, коррозионную стойкость, сопротивляемость эрозии при систематическом воздействии влаги и газов, герметичность соединений, отражающую и поглощающую способность поверхностей и др. Характеристики шероховатости поверхности строго нормируются и подвергаются постоянному анализу в технологических исследованиях и контролю в процессе производства. Поэтому актуальным является совершенствование средств и методов их контроля.
Следующей важной характеристикой состояния поверхностного слоя являются остаточные напряжения. Остаточные напряжении оказывают существенное влияние на прочность и долговечность деталей машин и конструкций: остаточные сжимающие напряжения ( - ), возникающие в поверхностном слое, повышают циклическую прочность деталей, т.к. они разгружают поверхностные слой от напряжений, вызванных нагрузками и, наоборот, растягивающие остаточные напряжения (+) уменьшают прочность деталей вследствие повышения напряженности поверхностного слоя. Все эти параметры зависят от технологии обработки деталей и сборки машин.
В настоящее время наибольшее применение имеют финишные процессы многоступенчатого шлифования и полирования деталей. Однако, как все процессы резания, данные отделочные операции вызывают неоднородную пластическую деформацию, а также не устраняют физико-химические неоднородности от предыдущей обработки.
На повышение износостойкости изделий влияют главным образом увеличение микротвердости и сглаженная округлая форма микронеровностей. Благоприятные условия для повышения износостойкости поверхности создаются при поверхностном пластическом деформировании. Поверхностное пластическое деформирование обеспечивает повышение износостойкости, сопротивление усталости, контактной выносливости и других эксплуатационных свойств обрабатываемых деталей. Вместе с тем для традиционных методов упрочняющей технологии, таких как накатывание, раскатывание и даже выглаживание, характерны значительные деформирующие усилия, что ограничивает их применение при обработке маложестких и тонкостенных деталей из-за возникающих геометрических погрешностей. Поэтому, наложение на выглаживатель ультразвуковых колебаний способствует снижению сопротивления пластическому деформированию и сил трения на контактных поверхностях, что в конечном итоге приводит к значительному снижению статических усилий деформирования. Указанные особенности процесса обусловили возникновение нового направления поверхностного пластического деформирования - ультразвуковая упрочняюще-финишная обработка (УЗУФО). Ультразвуковая упрочняюще-финишная обработка обеспечивает получение необходимой микрогеометрии поверхности, заданных свойств поверхностного слоя, создание остаточных напряжений сжатия в поверхностном слое.
Важным моментом при ультразвуковой упрочняюще-финишной обработке является возможность не только повысить долговечность и надежность работы деталей машин, но и создание энергосберегающих технологий. Решение этих задач представляет большой научный и практический интерес.
Одним из наиболее эффективных методов ППД является Ультразвуковая упрочняюще-финишная обработка металлов (УЗУФО)
В НИЦУТ СЗТУ уже более 20 лет на постоянной основе проводится исследовательская и внедренческая работа в области ультразвуковой обработки металлов. Совершенствуются ранее разработанные и разрабатываются новые технологии ультразвуковой обработки и методы контроля.
Предварительно деталь протачивается на станке нормального класса точности (токарном, строгальном и т.д.), затем на этом - же станке с помощью малогабаритной ультразвуковой приставки проводится УЗУФО
При УЗУФО инструмент (индентор) с большой частотой (22кГц) ударяет по микронеровностям обрабатываемой поверхности, что позволяет получить на поверхности малую шероховатость и упрочнённый слой, Рис. 1. .
Рис. 1. Схема воздействия ультразвукового инструмента на обрабатываемую поверхность.
При ультразвуковом воздействии в поверхностном слое происходят сложные процессы: наложение знакопеременных нагрузок на статическую нагрузку, локальное поглощение ультразвуковой энергии, что в конечном итоге приводит к изменению течения металла и облегчению пластического деформирования и как следствие получению малой шероховатости, упрочнённого слоя и сжимающих остаточных напряжений на обрабатываемой поверхности изделия.

( Ra исх 3,2) ( Ra узо0,05)
Рис. 2. Фотография образца с исходной шероховатостью и после УЗУФО.
Результаты измерения микротвердости, (максимальное упрочнение).
|
№ Образца |
Марка стали |
До УЗУФО |
После УЗУФО |
|
|
ст. 45 |
194,1 HV |
224,7 HV |
Измерение твердости

Рис. 3. Образец измерения микротвёрдости
Рис. 4. Схема измерения упрочнённого слоя
Результаты измерения шероховатости (минимальная шероховатость)
№ Образца |
Марка стали |
Исходная |
После УЗУФО |
|
|
ст. 45 |
Ra 3,2 |
Ra 0,05 |
Профилограмма шероховатости
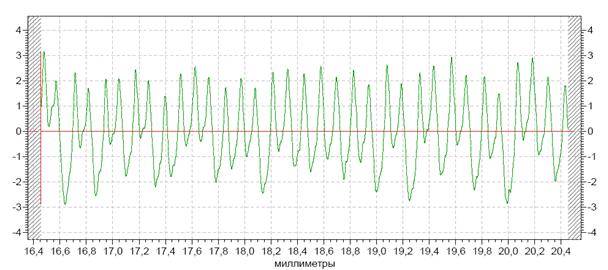
а) исходная шероховатость Ra 3,2
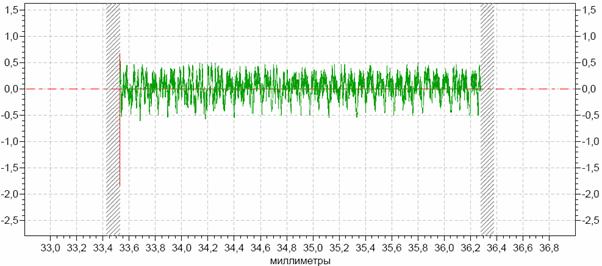
б) шероховатость после УЗУФО Ra 0,05
Рис. 5. Профилограмма шероховатости поверхности
В процессе экспериментальной работы удалось достигнуть следующих результатов:
-шероховатость поверхности Raисх (3,2) - Raузо( 0,05),
-повышение микротвёрдости на 50 – 60%
-глубину упрочнения до 0,8 мм,
Как видно из сравнительной картины, Рис. 6. при усилиях давления инструмента Р = 80(Н) выглаживаются(наклёпываются) только вершины выступающих микронеровностей.
Например: для получения шероховатости поверхности Ra 0.4, мы устанавливаем, с помощью разработанного технологического устройства, величину давления 160(Н).
Для получения шероховатости поверхности Ra 0.05, мы устанавливаем, с помощью технологического устройства, величину давления 260(Н).
Ra 6,3 Ra 1,6 Ra 0,8 Ra 0.4
0 (Н) 80 (Н) 120 (Н) 160 (Н)
----------------------------------------------------------------------------------------------------
Ra 0,25 Ra 0,13 Ra 0,05 Ra 3,2

200 (Н) 230 (Н) 260 (Н) 330 (Н)
Рис. 6. Сравнительная картина изменения параметров шероховатости и поверхностной микротвёрдости при различных усилиях давления-Р(Н) индентора на обрабатываемую поверхность.
Устанавливая определённые режимы обработки возможно изготавливать детали с необходимым микрорельефом и физико-механическими свойствами поверхности, соответствующих требованиям условий эксплуатации изделий..
Методом УЗУФО обрабатываются детали различной конструктивной формы: круглые, плоские, наружные, внутренние, торцевые, сферические, конические, галтели, канавки и т. д..
Применение технологии УЗУФО позволяет, во многих случаях, исключить операцию шлифования, полностью исключить ручные доводочные операции абразивными шкурками и пастами, в некоторых случаях исключить термообработку, внутрицеховую транспортировку деталей, экономить электроэнергию производственные площади, улучшить экологию и повысить культуру производства.
Анализ полученных результатов ультразвуковой упрочняюще-финишной обработки металлов, контроля качества основных параметров состояния поверхностного слоя обработанных изделий показывает, что широкое использование этой технологии позволит осуществить прорыв в интенсификации производственных процессов, в повышении качества и надежности изделий.
Научно-инновационный центр ультразвуковых технологий Северо-западного технического университета разрабатывает, изготавливает и поставляет весь спектр ультразвукового оборудования и технологий:
-комплекты для УЗУФО
-установки для ультразвукового резания (точения)
-ультразвуковые станки для обработки твёрдых, хрупких материалов: камень, стекло, феррит.
-установки для ультразвуковой прессовой и шовной сварки металлов и пластмасс.
- ультразвуковые ванны для мойки, очистки деталей.
Сведения об авторах
- Палаев А.Г. – Директор НИЦУТ СЗТУ, (тел. моб. 961 27 42)
- Потапов А.И. – Зав. Кафедрой ПК и СЭБ СЗТУ
- Кимстач А.В. – Доцент каф. ОТСП СЗТУ
К статье
Ультразвуковая упрочняюще-финишная обработка металлов, контроль шероховатости и упрочнения обработанной поверхности.
Палаев А. Г., Потапов А. И., Кимстач А. В.
.